服務熱線
4008885135
染色是顏料加工生產的一項重要工藝,為了確保染色結果的準確性,一般需要進行染色結果的評定。本文簡單總結了布料染色色光結果的評定方法,參照標準《染GB/T 2314 2017》。

1. 目視評定
1.1 環境條件
應避免外界環境物體反射光的影響,周圍環境色調應符合中等明度的中性灰色。評定可在符合環境條件的自然北晝光下進行,也可在光照度不低于600 1x的 D65 標準光源下進行。仲裁檢驗時在 D65標準光源下進行。
1.2 評定方法
目視評定染樣的色光強度時,染樣應置于同一平面,織物正反面相同,且織物紋路應一致(紗樣應理齊)。照明光線應來自樣品的上方,人射光與染樣表面成45°角,觀測方向大約垂直于染樣表面,觀測距離在 30cm~50 cm。根據染樣表面光澤度的大小和光源的性質,亦可使光源大約垂直染樣表面,觀測方向與染樣表面約成45°角。目視評定時,染樣應左右交替觀測,以抵消因觀測角度不同而可能對觀測結果產生的影響。
1.3 色光評定
目視評定色光時,應在得色深度相近的標準染樣和試樣染樣間進行。色光差異實際上表示了色相差和飽和度差的綜合結果,按其總體差異程度,規定為近似、微、稍、較、顯較五級。定義如下:
近似:兩塊染樣左右交替目測似無色差;
微:兩塊染樣左右交替目測微有色差;
稍:兩塊染樣左右交替目測易于區別色差;
較:兩塊染樣目測評比有明顯色差;
顯較:兩塊染樣目測評比已基本呈兩種色相。
當試樣與標樣在飽和度上有差異時,在結果中加“艷”或“暗”表示。根據色相和飽和度的差異情況,表達方式如下例所示:
近似:表示色相和飽和度均無差異;
微紅:表示色相微紅,飽和度無差異;
稍黃:表示色相稍黃,飽和度無差異;

2.1 測量儀器的要求和染樣的準備
測量儀器的要求、染樣的準備等事項按GB/T 6688-2008的規定。
2.2 色光的評定
按 GB/T 6688-2008中第6章的規定進行。根據染料行業產品質量控制的需要(主要用于紡織品),儀器測量色差,推薦使用l=2,即用 CMC(2:1)。
對于具體品種,應規定可用于判定色光是否合格的色差界限值,如 DE、DC、DH等。
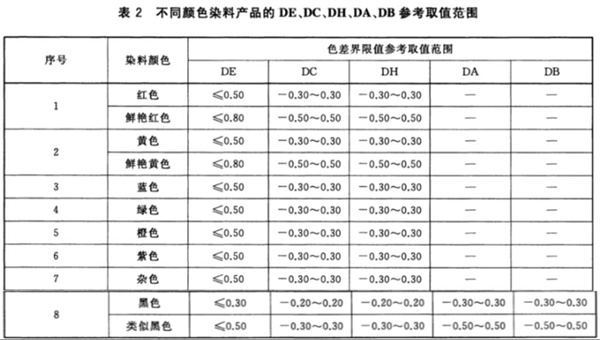
表2給出了不同顏色染料產品的合格的色差分量 DE、DC、DH、DA、DB的參考取值范圍,染料生產企業和用戶可根據具體品種的顏色、鮮艷度協商確定各色差分量及指標。
表2不同顏色染料產品的 DE、DC、DH、DA、DB參考取值范圍13:36微艷:表示色相一致,飽和度偏高為微級;
微暗:表示色相一致,飽和度偏低為微級;
微綠艷:表示色相偏綠,飽和度偏高,總體效果為微級;
稍黃暗:表示色相偏黃,飽和度偏低,總體效果為稍級。
下一篇:印刷標準光源的光源要求有哪些?
地址:廣州市增城區低碳總部園智能制造中心B33棟6、7、8層
電話:4008885135
Email:tilo@3nh.com
傳真:0755-26078633
Copyright ? 2024 深圳市天友利標準光源有限公司. All Rights Reserved. 粵ICP備08127874號 XML地圖
